熔接痕别总是调工艺解决,试试怎么优化模具!
2018-07-20
当塑件表面质量由于有熔接痕达不到设计要求时,技术人员通常先会从熔料温度、注射速度、压力、流量、模具温度等方面入手解决。而这些都通过设备来实现,参照成型条件标准小幅度调整,逼近理想值。
显然,熔料温度、流动速度、压力、流量、模具温度这些可以通过设备来调整的项目是比较容易实现的,一方面调整起来方便,另一方面可以多次反复。困难的在于当以上手段已经无法解决时,就不得不通过修改模具的方法来实现预期效果,这也是要论述的重点。
需要修改模具的情形可能有以下几种:
熔接痕处夹有气泡,需要在对应的分型面增设排气孔。
熔接痕深度始终超差,需要调整塑件也即模具型腔的厚度。
熔接痕的位置偏向塑件中部,需要调整浇口的位置。
下面对以上3种情形的改善工艺分别进行叙述:
熔接痕处气泡的形成是由于当两股熔料汇流时,所包围的气体没有及时排除,而留在了塑件内部,在熔接痕表面形成凹坑,可以通俗地称之为“困气”。
究其原因,可能是对应位置的分型面研配过紧,以致气体无法排出;也可能是合模后,型腔高度尺寸过度不均匀(塑件壁厚相差较大)造成。
针对前一种情况,常通过增加或增大排气槽来改善,以目前国内应用最广泛的PP料为例,根据PP料的溢料间隙为0.03mm这一参数,为避免溢料形成飞边,排气槽间隙为0.01-0.02mm最理想。
为便于模具加工和成型过程中型腔的清理,排气槽的位置多数情况会选择开在定模的分型面上,并尽量开设在型腔的最后充满处。
对于型腔高度尺寸过度不均匀的情形,只能通过“补焊”和“打磨”的方法来调整型腔尺寸,这是难度最大,也是模具技术人员在调试中最怕遇到的,它的调整方法和下面要讲到的熔接痕高度始终超差的调整方法一致。
当通过调整设备工艺参数和开排气槽的方法皆无法改善或消除塑件由于熔接痕导致质量不良时,很可能不得不调整型腔的尺寸, 当然需要对塑件相应处的厚度进行准确的测量之后,在设计允许的范围内作业。
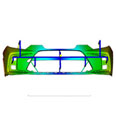
保险杠塑件的壁厚在不同部位并不是一个等值,而是一个渐变的量,其原因是考虑到塑件的具体形状及熔融塑料的流动性,渐变的壁厚有利于成型。壁厚通常在2.60-3.50mm。
模具型腔尺寸的修改分两种情况:一种是增大型腔尺寸,另一种是减小型腔尺寸。
对于第一种情况实现起来较容易,根据检测数据直接对模具型腔的相应部位实施打磨即可。第二种情形就比较复杂,为了达到减小型腔尺寸的目的,首先需要在模具型腔面上堆焊,然后打磨。
下面具体介绍减小模具型腔尺寸的方法:
从工作的难易程度上,首先考虑选择在动模上进行“补焊”和“打磨”会比在定模上容易得多。由于注射模的定模型腔面质量直接影响到塑件外观,而焊接过程中有大量的热产生,没有充分的工艺措施保证时,这些热量往往会改变型腔面的组织成分,导致型腔面硬度不同,进而影响塑件外观,实践中要尽量避免定模型腔面的修改。
动模型腔面修改的一般步骤如下:
通过在型腔面贴胶的方法试模,大致得出型腔需要增减的厚度。
实施“补焊”和“打磨”作业。
再次试模,根据成型效果调整型腔面的尺寸。
其中第二步是难点和关键, 以下是型腔面修补的详细过程:
选定和母材相匹配的焊接材料,并确定焊接范围,预留并保护好打磨基准。
分区交替堆焊,注意不要从头焊到尾,以免内应力造成模具型腔面裂损。
对照预留基准,开始打磨,注意做好周边相关部位的保护。
测量补焊面的高度,达到要求之后,将基准空位焊满,完成型腔面的修改。

 0576-84125556 / 84125558 / 84293001
0576-84125556 / 84125558 / 84293001 0576-84293008
0576-84293008 mould@whmould.com
mould@whmould.com